In today’s fast-paced industrial landscape, SmartlogitecX conveyor systems have become an indispensable component of efficient material handling processes. These ingenious systems are designed to transport goods, materials, and products from one point to another within a facility, optimising workflow and reducing manual labour. Whether you’re managing a manufacturing plant, distribution centre, or warehouse, implementing the right conveyor system can significantly enhance your operations.
Types of Conveyor Systems
There are various types of conveyor systems available, each tailored to specific applications and requirements. Some of the most common types include:
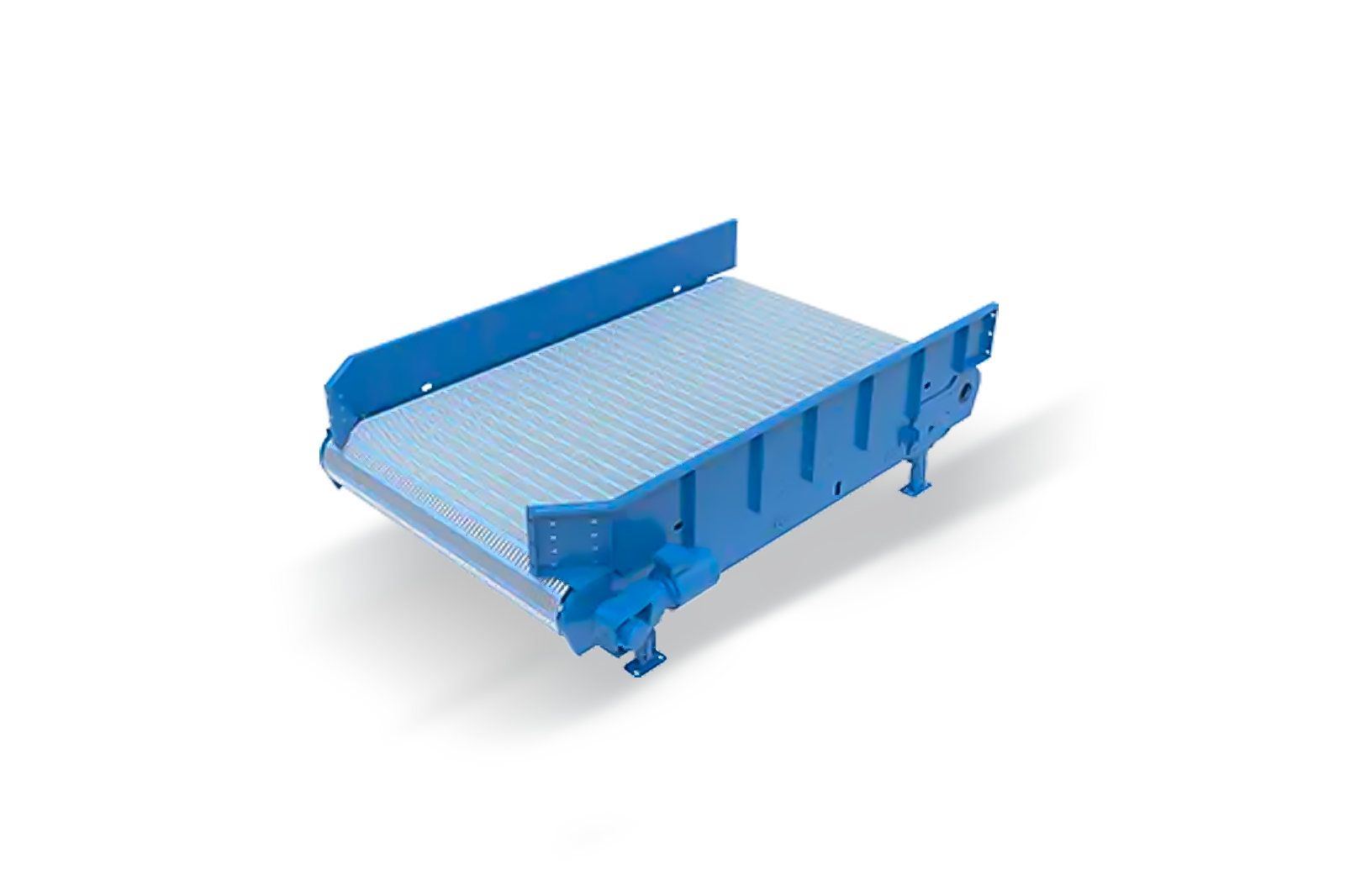
1.SmartlogitecX Belt Conveyors:
These systems feature a continuous loop of belting material that moves goods along a straight or curved path. They are versatile and suitable for transporting a wide range of items.

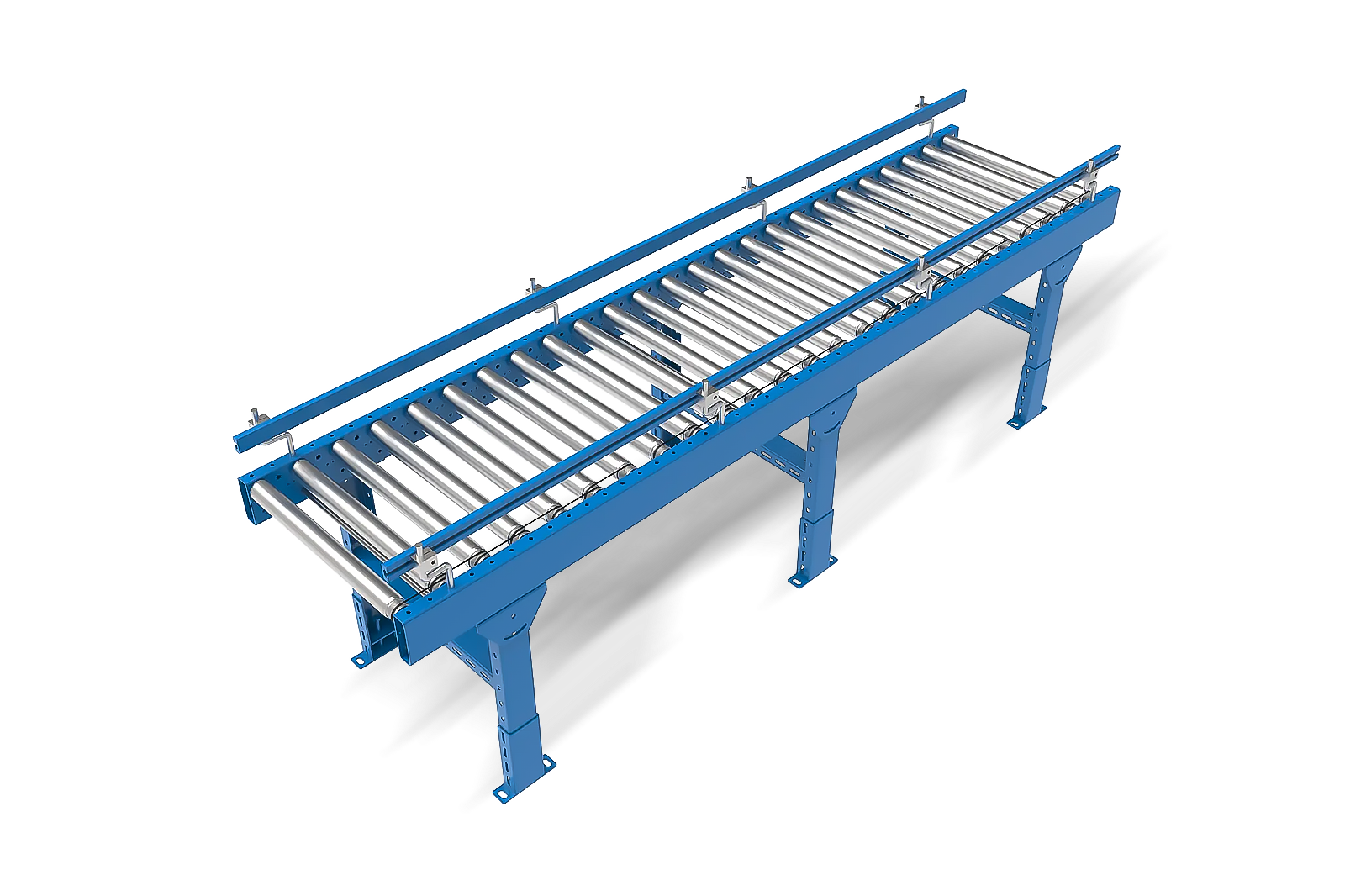
2.Roller Conveyors:
Consisting of a series of rollers mounted on a frame, roller conveyors are ideal for handling boxes, pallets, and other rigid objects. They can be powered or gravity-driven, depending on the application.
3.Automated Conveyor Systems:
These advanced systems incorporate technology such as sensors, controls, and software to enable intelligent routing, sorting, and tracking of materials. They are highly efficient and can be customised to suit specific needs.
4.Overhead Conveyor Systems:
Designed to maximise floor space, overhead conveyors transport goods above the working area. They are commonly used in assembly lines and can be configured to handle a variety of products.
Benefits of Conveyor Systems
Implementing conveyor systems in your facility offers numerous benefits, including:
1.Increased Efficiency:
Conveyors streamline material handling processes, reducing manual labour and minimising the risk of errors. They enable smooth and continuous flow of goods, resulting in higher throughput and productivity.
2.Improved Ergonomics:
By automating material handling tasks, conveyors minimise the need for workers to lift, carry, or push heavy loads. This reduces the risk of musculoskeletal disorders and enhances workplace safety.
3.Space Optimisation:
Conveyors can be designed to fit within the available space, making efficient use of vertical and horizontal space. They can be integrated with other equipment, such as automated sortation conveyor systems, to create a seamless material handling solution.
4.Flexibility and Scalability:
Modular conveyor systems can be easily reconfigured or expanded to accommodate changing production needs. They offer the flexibility to adapt to new product lines or variations in demand.
Schedule a meeting with SmartlogitecX
Choosing the Right Conveyor System
When selecting a conveyor system for your facility, consider the following factors:
1.Material Characteristics:
Evaluate the size, weight, shape, and fragility of the products you need to convey. This will help determine the suitable conveyor type and specifications.
2.Throughput Requirements:
Consider the volume of materials you need to handle and the desired throughput rate. This will influence the conveyor’s speed, width, and capacity.
3.Facility Layout:
Assess your facility’s layout, including available space, obstacles, and integration points with other equipment. This will help determine the optimal conveyor configuration and routing.
4.Maintenance and Serviceability:
Choose a conveyor system that is easy to maintain and service. Consider factors such as accessibility, spare parts availability, and the provider’s after-sales support.
Partnering with a Trusted Conveyor Systems Provider
When implementing conveyor systems in your facility, it’s crucial to partner with a reputable and experienced provider. Look for a company that offers a wide range of conveyor systems, including automated warehouse conveyor systems, and has a proven track record of successful installations.
One such provider is SmartlogitecX, a leading conveyor systems manufacturer based in Australia. With their expertise in designing and implementing customised conveyor solutions, SmartlogitecX can help you streamline your material handling processes and achieve operational excellence.
RELATED: Automated Conveyor Systems for Efficiency and Growth
Frequently Asked Questions (FAQs)
1.What are the different types of conveyor systems available?
There are several types of conveyor systems, including belt conveyors, roller conveyors, automated conveyor systems, and overhead conveyor systems. Each type is suited for specific applications and material handling requirements.
2.How can conveyor systems improve efficiency in my facility?
Conveyor systems automate material handling processes, reducing manual labour and minimising errors. They enable smooth and continuous flow of goods, resulting in higher throughput and productivity. By streamlining operations, conveyors can significantly enhance efficiency in your facility.
3.Can conveyor systems be customised to fit my specific needs?
Yes, conveyor systems can be customised to suit your specific requirements. Modular conveyor systems offer the flexibility to be reconfigured or expanded as needed. Experienced conveyor system providers like SmartlogitecX can design and implement tailored solutions to meet your unique material handling challenges.
4.How do I choose the right conveyor system for my facility?
A: When selecting a conveyor system, consider factors such as material characteristics, throughput requirements, facility layout, and maintenance needs. Evaluate the size, weight, and shape of the products you need to convey, and assess your facility’s available space and integration points. Partner with a trusted conveyor systems provider to help you make an informed decision.
5.What should I look for in a conveyor systems provider?
Look for a conveyor systems provider that offers a wide range of solutions, including automated warehouse conveyor systems, and has a proven track record of successful installations. Consider their expertise, customer support, and after-sales service to ensure a smooth implementation and long-term success.
Invest in Efficiency with SmartlogitecX Conveyor Systems
In today’s competitive business environment, optimising your material handling processes is crucial for success. By implementing conveyor systems, you can streamline operations, increase efficiency, and enhance workplace safety. Partner with SmartlogitecX, a trusted conveyor systems manufacturer in Australia, to unlock the full potential of your facility. With their expertise and range of conveyor systems, including automated sortation conveyor systems and warehouse conveyor systems, SmartlogitecX can help you achieve operational excellence and stay ahead of the curve.
At SmartlogitecX, supported by WayZim Technologies, we prioritise your logistics needs. Pioneering in Warehouse Automation across Australia and New Zealand, we offer solutions that are not only advanced but also attuned to your specific requirements. With SmartlogitecX, you’re choosing a partner who understands the local market, backed by global expertise. Elevate your operations with our cutting-edge technology. Get in touch with the SmartlogitecX team today for a bespoke automation experience.

