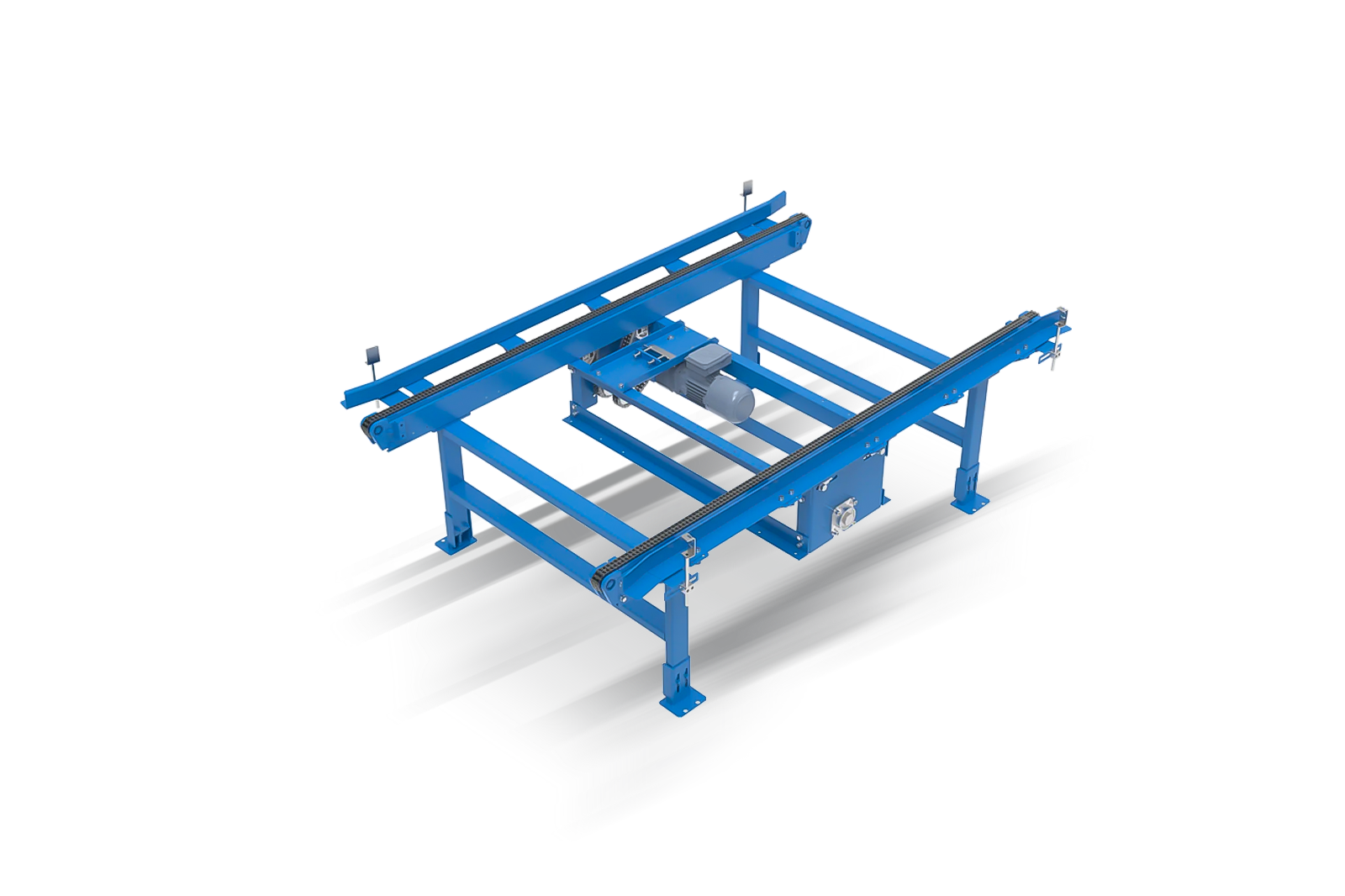
In the fast-paced world of industrial operations, SmartlogitecX automated conveyor systems have emerged as the backbone of efficient material handling. These automated marvels are designed to transport goods, materials, and products seamlessly from one point to another within a facility, revolutionising the way businesses operate. From manufacturing plants to distribution centres and warehouses, conveyor systems have become an indispensable asset in streamlining workflows and reducing manual labour. With a wide range of options available, including belt conveyors, roller conveyors, chain conveyors, automated conveyor systems, and overhead conveyor systems, there is a automated solution tailored to meet the specific needs of every industry.
By implementing conveyor systems, businesses can unlock a host of benefits, such as increased efficiency, improved ergonomics, optimised space utilisation, and enhanced flexibility and scalability. SmartlogitecX, a leading conveyor systems manufacturer based in Australia, stands at the forefront of this revolution, offering cutting-edge automated warehouse conveyor systems and sortation systems that empower businesses to achieve operational excellence. As the demand for efficient material handling continues to grow, conveyor systems will undoubtedly remain the unsung heroes, propelling industries forward and setting new benchmarks in productivity and performance.

Streamlining Material Flow with Advanced Conveyor Systems
In the realm of modern industrial operations, the smooth and efficient flow of materials is paramount to success. This is where advanced conveyor systems step in, revolutionising the way goods are transported within a facility. These sophisticated systems, powered by cutting-edge technology, offer a seamless intelligent warehousing solution to the challenges of material handling. Automated conveyor systems integrate sensors, controls, and software to enable intelligent routing, sorting, and tracking of materials, ensuring precision and accuracy at every stage. Warehouse conveyor systems optimise storage and retrieval processes, maximising space utilisation and reducing manual labour. Automated sortation conveyor systems take efficiency to new heights, enabling rapid and accurate sorting of products based on predefined criteria. These advanced conveyor systems not only streamline operations but also improve ergonomics, minimising the risk of musculoskeletal disorders among workers.
With their flexibility and scalability, SmartlogitecX modular conveyor systems can be easily reconfigured or expanded to accommodate changing production needs, making them an invaluable asset for businesses looking to stay agile in a dynamic market. As industries continue to embrace automation and digitalisation, advanced conveyor systems will undoubtedly play a pivotal role in shaping the future of material handling, propelling businesses towards unparalleled efficiency and productivity.
RELATED: Conveyor Systems: Streamlining Material Handling for Efficient Operations
Schedule a Call with SmartlogitecX
Unlocking Efficiency with SmartlogitecX Conveyor Systems
In the pursuit of operational excellence, partnering with a trusted and experienced conveyor systems provider is crucial. SmartlogitecX, a renowned conveyor systems manufacturer based in Australia, emerges as a beacon of innovation and expertise in this field. With a comprehensive range of conveyor systems, including belt conveyors, roller conveyors, automated conveyor systems, and overhead conveyor systems, SmartlogitecX offers tailored solutions to meet the unique material handling challenges of businesses across various industries. Their state-of-the-art automated warehouse conveyor systems and automated sortation conveyor systems are designed to optimise workflows, increase throughput, and enhance overall efficiency. SmartlogitecX’s team of skilled professionals works closely with clients to understand their specific requirements and design customised conveyor solutions that seamlessly integrate with existing infrastructure. From initial consultation to installation, commissioning, and after-sales support, SmartlogitecX delivers end-to-end solutions that ensure smooth implementation and long-term success. With a focus on innovation, reliability, and customer satisfaction, SmartlogitecX has earned a reputation as a trusted partner for businesses seeking to unlock the full potential of their material handling operations. By choosing SmartlogitecX conveyor systems, businesses can confidently step into the future of efficient and automated material handling, positioning themselves for growth and success in an increasingly competitive landscape.
Benefits of Automated Conveyor Systems
The benefits of automated conveyor systems are numerous. These systems enhance efficiency by reducing the time and labour required to move materials. Additionally, they can improve safety by minimising the need for manual handling of heavy or hazardous items. The automation provided by auto conveyor systems also allows businesses to streamline their operations, leading to increased productivity and profitability.
RELATED: Automated Conveyor Systems: Revolutionising Industrial Efficiency
FAQs
1.What are the benefits of using conveyor systems in a warehouse?
Conveyor systems offer numerous benefits, including improved efficiency, reduced labour costs, and enhanced safety. They streamline the movement of goods, which is crucial in large-scale operations.
2.How do automated conveyor systems work?
Automated conveyor systems use various technologies to move goods automatically. These systems can include belts, rollers, or chains and can be programmed to perform specific tasks, such as sorting or moving items to specific locations.
3.What factors should I consider when choosing a conveyor system?
Key factors to consider include the type of goods being moved, the operational environment, load capacity, and the desired speed of operation. It’s also important to consider any customisation needs and the availability of after-sales support.
4.Are conveyor systems customisable?
Yes, conveyor systems can be customised to meet specific business needs. This customisation can include adjustments to size, capacity, and features, as well as integration with other systems.
5.Where can I find conveyor system manufacturers?
Conveyor system manufacturers can be found globally, with many offering specialised solutions for various industries. It’s advisable to research and consult with manufacturers to find a system that fits your specific needs.
At SmartlogitecX, supported by WayZim Technologies, we prioritise your logistics needs. Pioneering in Warehouse Automation across Australia and New Zealand, we offer automated warehousing solutions that are not only advanced but also attuned to your specific requirements. With SmartlogitecX, you’re choosing a partner who understands the local market, backed by global expertise. Elevate your operations with our cutting-edge technology. Get in touch with the SmartlogitecX team today for a bespoke automation experience.